Process Description
As the
Selectron process has been proved to be most useful in most
branches of the industries, we will show you here some examples
which we selected from a very diverse application base
:
Applications in the tool manufacture industries, applications
in mechanical engineering with heavy industries, applications in
electronics, applications in hydraulics, applications in the
printing industries, applications in the shipbuilding industries.
The
Selectron - Tampongalvanizing is a special galvanic procedure that
is also applicable to military repairs.
This method complies
with Mil Standard 865c [UAF] that is a necessary specification for
general military engineering, Naviships 0900-038-6010 for the
shipbuilding industries and the QQ 416a for the aeronautics, etc.
The most
common applications for the Selectron Process are:
Resizing for
components that are out of dimensional tolerance due to wear or
corrosion. They can be resored to factory original
dimensions.
Rebuiling for components that are damaged (dents,
gouges, grooves, etc.) or mismachined. They can be repaired and
resized.
Resurfacing. Our process can restore or improve
surface properties such as electrical conductivity, corrosion
resistance, hardness, and wear resistance.
As the sequence of operations always remains the same, the process can be understood and applied easily after a short training period.
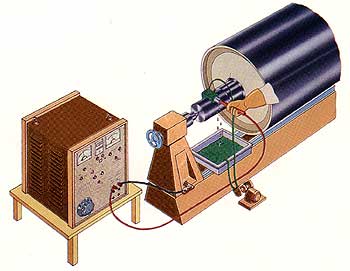
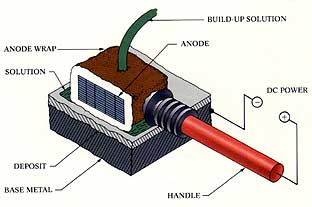
A special DC power pack has two flexible leads, the negative (-) [colour black] is connected to the turning device and the positive (+) [colour red] is connected to the work piece. The electrolyte flows through a kase [colour green] from the electrolyte bottle through the anode onto the work piece and is recirculated into the bottle via a pump. As it is necessary to move the anode, a special turning device moves the anode at a certain speed per minute.
This scheme shows very clearly the anode position during the Selectron- process. The electrolytes are also recirculated via a pump as above. The anode handle = "stylus" is anodic (+), the work piece is cathodic (-). The electrolyte [green] is pumped through the hose to the anode and is recirculated to the electrolyte bottle after it has flown down from the work piece. The anode is wrapped in absorbent cotton [white] and covered with brown Scotch brite. During the electroplating process the anode has to be moved by hand at a certain anode speed - approx. 20 m per minute.